Modern yeni enerji araçları, araba korna ağının bunlardan biri olduğu, geleneksel metal otomobil korna ağının kaba görünüm gereksinimlerine sahip olduğu ve örgü gereksinimlerinin çok katı olmadığı tasarım sürecinde kademeli olarak çok çalışıyor, bu nedenle işlenen örgü geniş, bu süreç düşük işlem maliyeti, hızlı hız, basit personel düzenlemesi, disadvidin daha kolay değil, daha kolay değil. Yüksek kalıp maliyeti, birçok işleme üreticisinin erikin susuzluklarını gidermesini beklemesini sağlar.
.gravür işlemiDamgalama ve lazerin avantajlarını birleştirebilen ve ultra ince malzemeyi düzgün bir ağ, çapak, kıvırma ve dikey delik duvarı ile işleyebilen kimyasal dağlama sıvısı işleme yöntemini benimser. Araç korna net ürünlerinin karmaşık şekli, ek maliyetler olmadan kazınabilir, pürüzsüz ve çapak olmadan düzgün ve düzlük 0.02'nin altında tutulur.
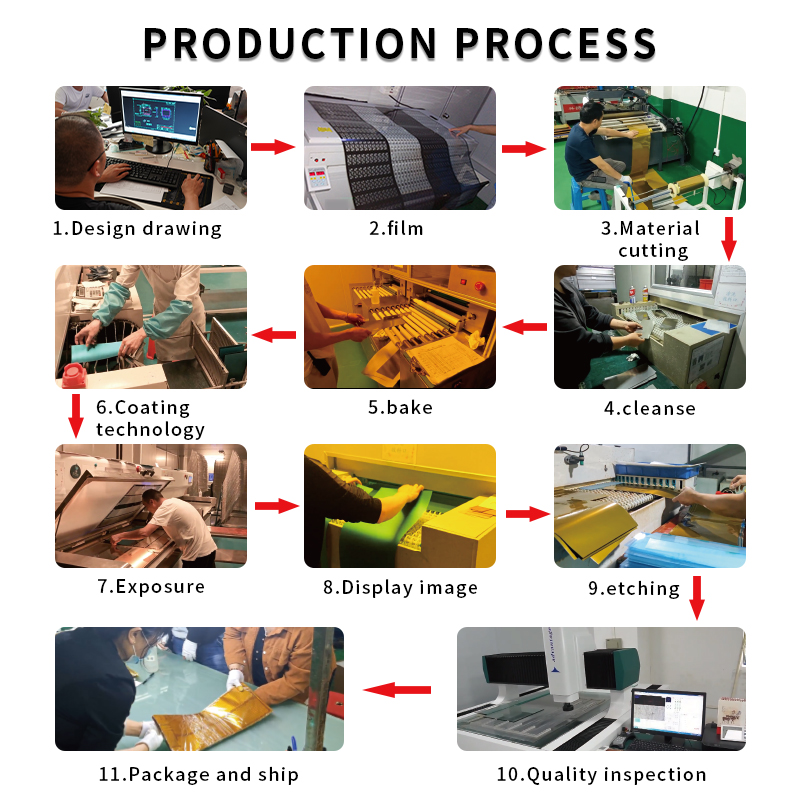
Malzemeyi belirlemek için ilk adım olan paslanmaz çelik, araba boynuzu örgü örtüsü üretimi için uygun, iyi korozyon direnci ve mukavemeti nedeniyle yaygın olarak kullanılan malzemelerden biridir. Bir araba korna ağ kapağı yaparken, metal substratın yüzeydeki yağı ve safsızlıkları çıkarmak ve sonraki işlemin kalitesini sağlamak için önce iyice temizlenmesi gerekir. Bir sonraki adım, ışığa duyarlı mürekkebi uygulamaktır, substrat temizlendikten sonra, maruz kalma işlemi sırasında koruyucu bir tabaka oluşturmak için sertleşecek olan metal yüzeye eşit olarak uygulanması gerekir. Bir sonraki adım, tasarlanan filmin ışığa duyarlı mürekkeple kaplanmış metalin her iki tarafına yerleştirildiği ve ultraviyole ışıkla maruz bırakıldığı pozisyondur, böylece filmdeki desen metal yüzeye aktarılır. Maruz kaldıktan sonra, metal plaka geliştirilir ve altta yatan metal parçasını açığa çıkararak ve aşınmaya hazırlanarak kesilmemiş ışığa duyarlı mürekkep çıkarılır.
Daha sonra, istenen ağ desenini oluşturmak için metalin açıkta kalan kısmını aşındırmak için belirli bir kimyasal aşınma çözeltisi kullanan kimyasal korozyon gelir. Bu işlem yüksek hassasiyet elde eder ve lazer veya damgalamanın dezavantajlarını önler. Genellikle profesyonel dağlama ekipmanı ile tamamlanır ve tüm prova işlemi döngüsü yaklaşık 5 ila 7 gündür. Öğütme ve püskürtme işleminin son süreci: tamamlandıktan sonraaşınma, çapakları çıkarmak ve görünüm kalitesini artırmak için ağ kapağını cilalamak gerekir; Daha sonra korozyon direncini ve estetiği arttırmak için püskürtülür.
Bilim ve teknolojinin ilerlemesiyle, hoparlör örgü örtüsünün üretim süreci daha yüksek hassasiyet, daha hafif ağırlık ve daha iyi görünüm yönünde gelişmektedir.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик